| |
Немецкая компания EWM HighTec Welding GmbH выбирает путь внедрения передовых инновационных технологий в области сварки. Именно это помогает компании быть ведущим производителем высокотехнологичного сварочного оборудования в Европе и завоевывать широкое доверие, в том числе и в России. Вот уже пятьдесят лет продукция компании EWM является своеобразным символом немецкого качества. В 1988 году инженеры компании разработали первый в мире инверторный аппарат для TIG АС/DC сварки, таким образом, положив начало новой эпохе – эпохе прогрессивной технологии аргонной сварки.
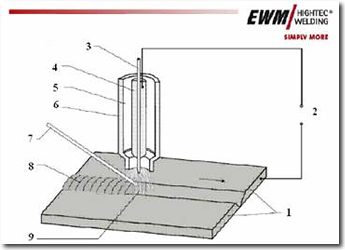
По технологии аргонной сварки (TIG) дуга образуется между неплавящимся вольфрамовым электродом и свариваемым материалом (см. рисунок 1). В качестве защитного газа используется аргон, который не вступает в химические взаимодействия с расплавленным металлом и другими газами в зоне горения дуги (инертный газ) и вытесняет воздух из зоны сварки, надежно изолируя сварочную ванну от контакта с атмосферой. Получаемое в результате сварное соединение отличается герметичностью и не нуждается в дополнительной очистке. Технологию аргонной сварки успешно применяют во многих отраслях промышленности – в авиастроении, автомобилестроении, химической и пищевой промышленности.
Сварочные аппараты для TIG сварки производства компании EWM HighTec Welding GmbH обеспечивают контактный или высокочастотный поджиг дуги. В случае высокочастотного поджига осциллятор подает на электрод высокочастотные высоковольтные импульсы, которые ионизируют дуговой промежуток и обеспечивают зажигание дуги после включения сварочного тока. При аргонной сварке алюминия на переменном токе осциллятор после зажигания дуги переходит в режим стабилизатора и подает импульсы на дугу в момент смены полярности, чтобы обеспечить устойчивое горение дуги.
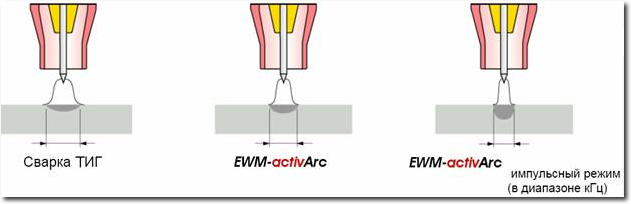
Кроме того, в аппаратах серии Tetrix реализована функция active Arc (см. рисунок 2), позволяющая получить точно сфокусированную стабильную сварочную дугу, надежный равномерный провар шва, отсутствие вольфрамовых включений в металле сварного соединения, уменьшенную зону термического влияния и, как следствие, снижение сварочных деформаций. С помощью метода сварки active Arc можно получить сварочную дугу с высоким давлением плазмы. Динамичная система регуляторов обеспечивает постоянство вводимой энергии в случае изменения расстояния между горелкой и сварочной ванной.
Аргоновая сварка – это технологически сложный процесс, требующий высокого уровня профессионального навыка и специального оборудования. Компания EWM предлагает широкий спектр сварочных аппаратов, работающих по запатентованной технологии сварки аргоном. |
|
| |
|
Рис.1. Аргонодуговая сварка неплавящимся вольфрамовым электродом (TIG).
1 – свариваемые изделия, 2 – источник питания, 3 – вольфрамовый электрод,
4 – токоподвод (цанга), 5 – защитный газ (аргон), 6 – газовое сопло,
7 – присадочный материал, 8 – сварочный шов, 9 – сварочная дуга. |
|
|
|