Введение
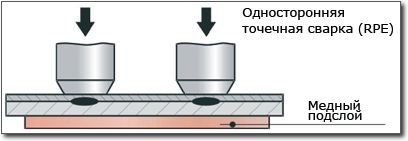
В машиностроении, производстве распределительных шкафов, автомобилестроении и других отраслях, таких как производство бытовой техники, например, холодильников, стиральных машин и т.п., существует множество сварочных заданий, в которых необходимо выполнить одностороннее точечное соединение тонких листов. Такую сварку можно выполнять при помощи точечной сварки сопротивлением. Если место сварки доступно только с одной стороны, то электроды располагаются неподвижно рядом друг с другом на одной стороне изделия, рис. 1. Зачастую доступ к изделию ограничен, поэтому невозможно произвести послойное меднение и применить сварку сопротивлением.
Рис. 1 Принцип односторонней вольфрамовой точечной сварки в
защитном газе
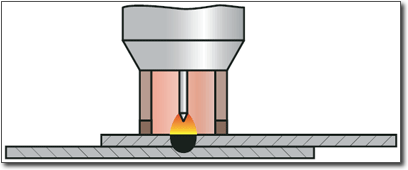
Для односторонней точечной сварки тонких листов много лет применяются такие варианты дуговой сварки, как сварка MIG/MAG, TIG (рис. 2) и, наконец, плазменная сварка. Сейчас имеются новые разработки в сфере точечной сварки вольфрамовым электродом в защитном газе, касающиеся источников питания, устройств управления и горелок, которые упрощают процесс и улучшают качество точечной сварки.
Рис. 2 Принцип точечной сварки TIG
Преимущества дуговой точечной сварки
Недостатком односторонней точечной сварки сопротивлением является формирование поверхности сварной точки. Чтобы хорошо разместить и зафиксировать лист на медной основе, необходимо более высокое давление, которое может оставить отпечатки на разогретой поверхности листа. Для такой сварки требуется специальная установка для сваривания сопротивлением, имеющаяся не на каждом предприятии. При этом для сварки можно также применять аппараты для дуговой точечной сварки, являющиеся более универсальными.
Точечная сварка вольфрамовым электродом в защитном газе имеет преимущества перед сваркой MIG/MAG, а именно, лучшую поверхность точки. Поскольку сварка осуществляется без присадочного материала, а плавится только основной материал, то благодаря этому точки получаются очень плоскими и гладкими. Это является значительным преимуществом относительно того, как выглядит поверхность после сварки. Кроме того, благодаря короткому времени сварки не происходит большого нагрева, что обеспечивает очень низкое термическое напряжение и незначительную деформацию изделия.
Установки для точечной сварки вольфрамовым электродом в защитном газе
Для сварки TIG и точечной сварки могут использоваться традиционные инверторные источники тока (рис. 3), оборудованные специальными горелками (рис.4). Устройство ручного дистанционного управления точечным/ импульсным режимом (рис.5) обеспечивает, благодаря регулируемому времени точечной сварки и оптимально заданным параметрам импульса, воспроизводимые результаты сварки высокого качества. Сварка импульсами тока имеет преимущество, заключающееся в том, что во время фазы импульса производится глубокий провар, и уже при длительной фазе основного тока достигается значительное охлаждение, благодаря чему сохраняется хороший провар и обеспечивается низкая тепловая нагрузка на материал.
Рис. 4 Горелка для сварки spotArc с водяным охлаждением
Рис. 5 Регулятор для точечной сварки TIG.
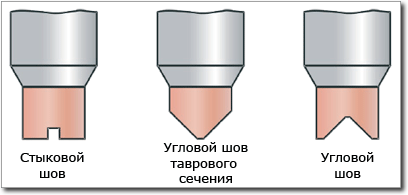
Особое значение имеют горелки. Они располагаются на ножках сопла защитного газа или концах особой формы, которые при сварке насаживаются на поверхность листа. Это позволяет сохранять постоянное расстояние между горелкой и изделием, тем самым поддерживая постоянную длину электрической дуги, что способствует воспроизводимости результатов сварки. Одновременно с насаживанием газового сопла на поверхность изделия прикладывается сила, спрессовывающая свариваемые детали. Это увеличивает качество сварочной точки и способствует соблюдению заданных размеров изделий. Имеются специальные газовые сопла для стыковых швов, угловых и тавровых швов. На рис. 6 показаны различные формы газовых сопл для сварки вольфрамовым электродом в защитном газе.
Рис. 6 Сопло для точечной сварки для различных форм кромок
Сфера применения процесса
Процесс применяется для прихваток (рис. 7) или для соединительной сварки листов стали и CrNi сплавов толщиной до 2,5 мм.
Рис. 7 Прихватки с горелкой для точечной сварки spotArc
Рис. 8 Внешний вид поверхности точечной сварки TIG
Также хорошо свариваются между собой листы разной толщины. Благодаря одностороннему применению можно приваривать листы на вогнутый профиль, например, круглые и квадратные трубы.
При дуговой точечной сварке верхний лист проплавляется дугой и сплавляется с нижним. Получаются плоские тонкие сварочные точки (рис. 8), которые требуют незначительной доработки или не требуют её вообще.
Интраст: Адрес
ООО "Интраст"
Россия,
614036,
г. Пермь,
ул. Мира, 55.
Тел./факс:
(342) 220-08-03,
226-97-61,
226-97-40