Современные сверхлегкие конструкции предъявляют к сварочной технике новые требования, которые не может удовлетворить традиционная газоэлектросварка. Необходимо разработать такие варианты надёжной дуговой сварки, которые бы отличались чрезвычайно малым подогревом материала и одновременно обеспечивали надёжные соединения. Одним из вариантов сварочных процессов MIG/MAG, который удовлетворяет данным требованиям, является coldArc. При этом ход процесса контролируется непосредственно в источнике тока без механического вмешательства в устройство для подачи проволоки. Таким образом, можно работать с обычными сварочными горелками, а работа выполняется преимущественно вручную.
Введение
К требованиям "выше, дальше, быстрее", которые современный мир уже много лет предъявляет к технике, в последнее время добавилось требование "легче". Это, прежде всего, касается автомобилестроения, где уменьшение веса позволяет достичь экономии топлива при ускорении, переключении передач, торможении, что позволять сохранить ресурсы, снизить расходы и уменьшить негативное влияние на окружающую среду.
Этот фактор ведет к применению все более лёгких конструкций, для которых используются только более тонкие высокопрочные стальные листы, чаще всего с покрытием, а также лёгкие материалы, такие как алюминий и магний. Лёгкие конструкции предъявляют к сварочной технике свои требования, которые не могут удовлетворить традиционные сварочные аппараты. Поэтому необходимо разработать новые процессы сварки с очень малым нагревом материала. Таким процессом является процесс coldArc.
Короткая дуга, традиционные методы сварки малой мощности
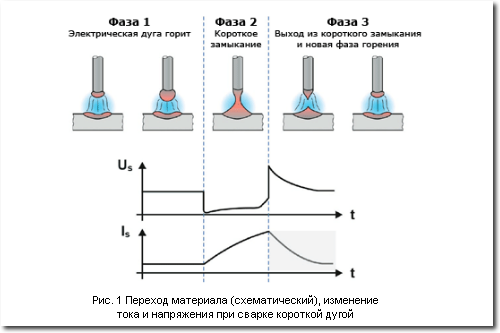
Короткая дуга возникает при сварке MIG/MAG в нижнем диапазоне мощности, то есть при небольшой силе тока и невысоком напряжении. При этом возникает такая форма перехода материала в шов, для которой характерны циклично повторяющиеся фазы дуг и коротких замыканий, рис. 1.
Через определённое время горения дуги на конце электрода образуется капля, которая в силу того, что дуга относительно короткая, быстро вступает в контакт с расплавом, и дуга гаснет. Поверхностное напряжение расплава стягивает каплю с конца электрода - в последней фазе отрыва, когда мост уже сузился, способствует лоренцевой силой пинч-эффекту, а также джоулеву теплу из сильно повышающейся плотности тока - и после разрыва расплавленного моста между электродом и изделием зажигается дуга.
Что при этом происходит с электричеством, показано на рис. 1. С началом короткого замыкания напряжение спадает, поскольку электрическое сопротивление текущего моста становится меньше, чем сопротивление в дуге. Одновременно ток начинает возрастать до значения тока короткого замыкания. Непосредственно перед разрывом моста между электродом и изделием быстро увеличивается напряжение, которое необходимо для зажигания дуги. Начавшийся спад тока происходит очень медленно из-за индуктивности цепи тока, поэтому зажигание происходит при относительно высоком электрическом напряжении. При этом часть жидкого моста может взрывоподобно испариться, если заранее не противодействовать росту тока достаточным дросселированием в электрической цепи. Последствием может быть сильное брызгообразование или очень низкая динамика процесса вплоть до нестабильности.
При сварочных заданиях, требующих малого теплового воздействия, например, при сварке очень тонких листов с плохой пригонкой, намного хуже, если металл шва протечёт на место загорания и проплавит отверстие. При сварке листов, имеющих покрытие, например, цинковое, существует опасность испарения или сгорания покрытия в области шва и на обратной стороне. При большом подводе тепла может наступить разупрочнение высокопрочной стали. Поэтому обычные короткие дуги, являющиеся великолепным инструментом для сварки тонких листов, не подходят для сварочных заданий, чрезвычайно чувствительных к теплу.
Подходы к усовершенствованию сварки короткой дугой
Предпринималось много попыток улучшить поведение короткой дуги при зажигании после короткого замыкания и использования её с малым тепловложением. Ещё в 80-е годы осуществлялась попытка снизить ток непосредственно перед разрывом закорачивающегося моста и после этого подвести к нему высокий импульс напряжения для облегчения зажигания. В результате, снижалось брызгообразование, но тепловложение снижалось лишь незначительно. Следующим этапом на этом пути стали модифицированные короткие дуги ChopArc, благодаря чему, был достигнут значительный прогресс в сварке MAG, особенно в диапазоне тонких листов от 0,8 до 0,2 мм. Более того, была разработана адаптивная система регулирования, которая оптимизировала качество процесса в режиме реального времени. Новые разработки работают с прерывистой подачей проволоки, то есть, длительность короткого замыкания уменьшается благодаря тому, что проволочный электрод при коротком замыкании незначительно оттягивается, чтобы лучше разорвать закорачивающий мост. Таким образом, был получен сварочный процесс с малым брызгообразованием и малой мощностью. Поскольку для этой цели необходим двухтактный привод с двумя двигателями подачи проволоки с высокой динамикой, то этот процесс подходит преимущественно для автоматической сварки и может применяться только в комбинации со сварочными работами.
EWM-coldArc - эффективная сварка при заданиях, требующих малого подогрева
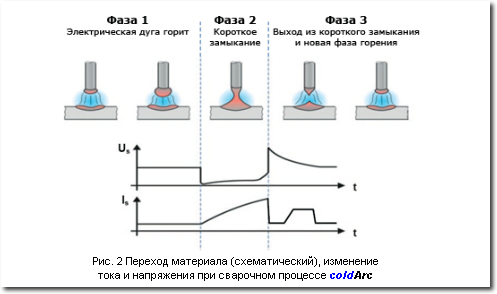
Разработки с целью создания процесса малой мощности без механического вмешательства в подачу проволоки привели к созданию варианта процесса, при котором все необходимые воздействия производятся исключительно в источнике тока. Этот вариант MIG/MAG процесса, называемый coldArc, относится к сварке короткой дугой и поэтому характеризуется циклической сменой дуг и фаз короткого замыкания. Поскольку электрическое напряжение при зажигании является решающим критерием эффективности сварки тонких листов, то оно оказывает большое влияние на динамику подвода энергии всего процесса, то есть на фазу дуги, фазу короткого замыкания и, в первую очередь, на зажигание дуги, рис. 2. Характер изменения напряжения идентичен изменению при обычной сварке короткой дугой. Напряжение является задающим параметром при регулировке силы тока.
Для этого необходимо непрерывно измерять напряжение и соответствующим образом реагировать на каждое его изменение (высокодинамичная регулировка мгновенных значений). Благодаря цифровому процессу обработки сигналов (DSP) можно отнять энергию от дуги менее чем за 1 микросекунду до зажигания, рис. 2, в результате чего зажигание пройдет очень мягко.
При этом на конце электрода может сразу же образоваться достаточное количество расплавленного материала, и это повысит потребность в энергии. Поэтому непосредственно после зажигания дуги сила тока за короткое время поднимается до так называемого импульса расплавления. Только после этого, чтобы минимизировать плавление, происходит переход на низкий ток и начинается следующая фаза. Из-за импульса расплавления после каждого короткого замыкания на электроде образуется большой расплавленный купол, что ведет к очень равномерному протеканию процесса. Только благодаря этому стало возможным работать в фазах между короткими замыканиями с очень низкой силой тока, не прибегая к последующему плавлению проволоки или гашению дуги. Это все гасит процесс сварки малой мощности coldArc.
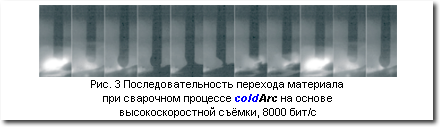
На рис. 3 показана последовательность кадров из высокоскоростного фильма, которые изображают равномерный переход материала и мягкое зажигание дуги.
Что может сварочный процесс coldArc
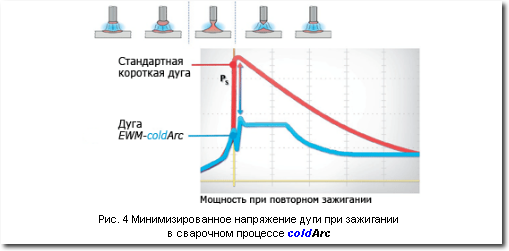
Изменение мощности дуги при зажигании дуги показано на рис. 4. Рисунок точно отображает преимущества сварочного процесса coldArc по сравнению со стандартной дуговой сваркой в момент зажигания и непосредственно после него. Видно, что напряжение в момент зажигания дуги не просто значительно ниже. С зажиганием дуги напряжение становится чрезвычайно динамичным, регулируемо падет и впоследствии, после стабилизации дуги, импульсивно повышается до заданного плавления конца электрода.
Такой процесс может действовать в таких сварочных заданиях, где нельзя применять обычную сварку короткой дугой. Прежде всего, это касается автомобилестроения.
Еще несколько лет назад считалось, что для сварки стали с толщиной листа 0,7 мм и алюминия 3 мм необходимо применять процесс MIG/MAG. Но сегодня толщина листа для автомобильной отрасли постоянно снижается. Уже сегодня она снизилась до 0,3 мм, при этом для составных конструкций испытывается лист с толщиной 0,2 мм. Становится трудно выполнить равномерный шов, если необходимо перекрыть большой воздушный зазор. Это типичное задание для сварочного процесса coldArc.
Для листов с покрытием уже давно используют не сварку, а дуговую пайку медным припоем. Это сохраняет цинковое покрытие, но, несмотря на это, могут возникнуть трудности, если есть большой воздушный зазор. При этом сварка coldArc позволяет перекрывать большие воздушные зазоры припоем.
На рис. 5 представлены оцинкованные стальные листы толщиной 0,8 мм с воздушным зазором 4 мм, спаянные вручную с использованием процесса coldArc в поз. PG 1,0 мм CuSi3 проволокой при средней силе тока 50 A и напряжении 13,5 В. Пайка с использованием медного припоя имеет точку плавления около 1000 °C. По сравнению с родственной сваркой MAG, в данном процессе значительно снижается тепловая нагрузка покрытия. Результат ещё лучше, если пайка MIG выполняется цинковым припоем, точка плавления которого составляет около 450 °C. Использовать данный припой можно, только если сильно ограничивается ток короткого напряжения и значительно снижается общий подогрев. Температура испарения используемого для пайки дугой сплава цинка и алюминия составляет около 900 °C, ниже температуры плавления медного сплава.
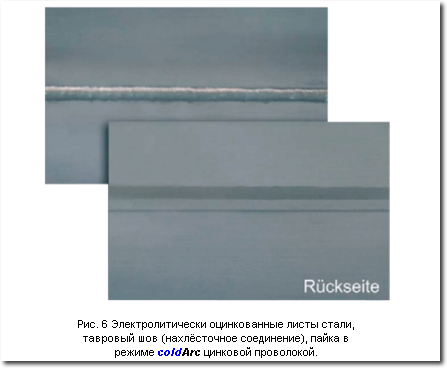
Поэтому, если не понизить ток короткого замыкания, при зажигании мосты короткого замыкания могут взрывоопасно испариться, а лёгкий металл шва сдуться. Процесс coldArc впервые позволил выполнить без ограничений пайку MIG с цинковым припоем. На Рис. 6 показана поверхность и обратная сторона нахлёсточного соединения стальных оцинкованных листов толщиной 0,75 мм, спаянных этим тугоплавким припоем. Как непосредственно возле шва, так и с обратной стороны слой цинка полностью сохраняется. В процессе пайки он становится жидким, но не испаряется. В автомобилестроении также все чаще применяются смешанные соединения стали и алюминия.
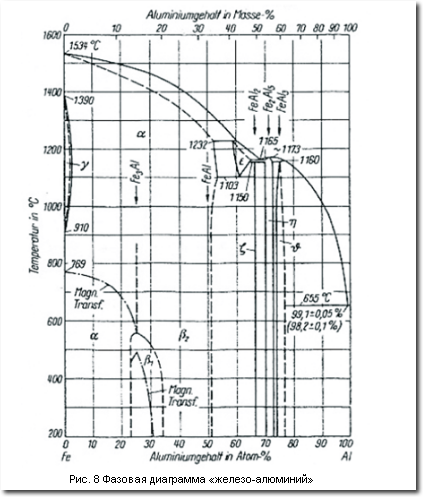
Прямая сварка плавлением данных материалов невозможна, поскольку образуются чрезвычайно хрупкие интерметаллические фазы Al-Fe, рис 8.
Из этой диаграммы видно, что железо или сталь и алюминий практически не растворимы друг в друге. Это характерно для любых соотношений компонентов фаз FeAl, которые характеризуются хрупкостью. Поэтому, согласно проводимым опытам, необходимо избегать более 10% фаз Al-Fe в расплавляемом материале.
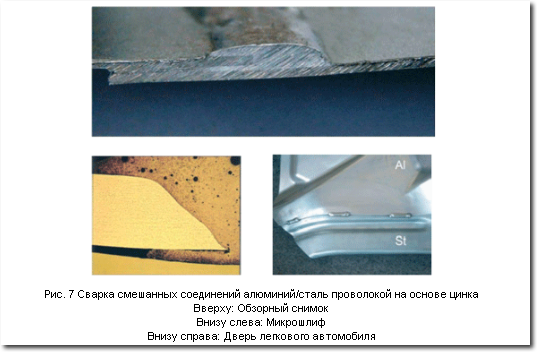
При применении цинка в качестве материала проволоки можно выполнить соединение обоих материалов, при котором алюминий частично расплавляется, в то время как сталь требует увлажнения перед пайкой, чтобы избежать хрупкости в расплавленном состоянии. Так, на одной стороне возникает сварное соединение, а на другой - паяное соединение. На рис. 7 показан обзорный снимок и микрошлиф из такого соединения, выполненного в режиме coldArc цинковым припоем, а также его применение при изготовлении автомобильных кузовов. Прочность, достигаемая при использовании цинковой проволоки в тавровом шве (соединение внахлестку), находится в диапазоне прочности алюминиевых деформируемых сплавов, а также пайки MIG медным припоем. При соединении встык прочность будет немного ниже.
Не требуется применение двухтактной горелки, для сварки и пайки coldArc можно воспользоваться обычной горелкой MIG/MAG.
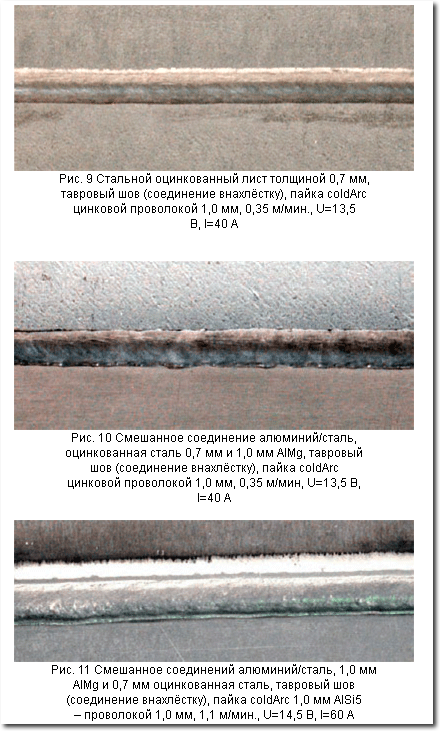
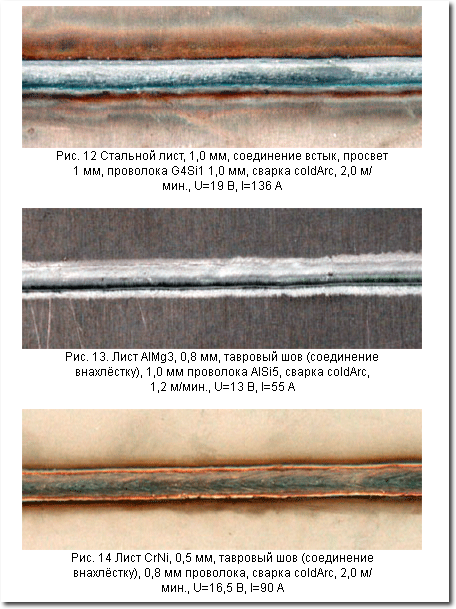
Другие типичные применения для пайки и сварки coldArc изображены на рис. 9-14.
Интраст: Адрес
ООО "Интраст"
Россия,
614036,
г. Пермь,
ул. Мира, 55.
Тел./факс:
(342) 220-08-03,
226-97-61,
226-97-40