EWM-forceArc - эффективный инструмент для MIG/MAG сварки
Струйная дуга - это электрическая дуга, которая часто используется на практике. Она возникает при сварке плавящимся электродом в среде защитного газа при высоких мощностях, причем в качестве защитного газа может использоваться инертный газ или смесь газов с высоким содержанием аргона. До конца 80-х годов в стандарте DIN 1910-4 было приведено следующее определение cтруйной дуги: "Переход материала в шов, происходящий мельчайшими каплями и без короткого замыкания". Однако это обуславливает относительно большую длину дуги, т.е. высокое напряжение дуги (рис. 1),
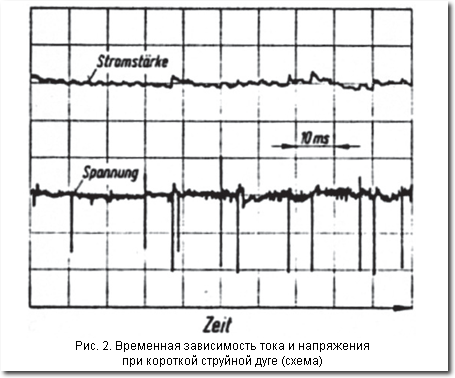
что на практике для некоторых работ было бы довольно неблагоприятно, так как из за магнитного дутья будет легко отклоняться и, кроме того, могут возникать подрезы или поры. Кроме того, при сварке наблюдаются большие потери легирующих элементов. Поэтому Ганс-Ульрих Помазка, один из пионеров в области сварки в среде защитного газа, уже давно выступал за "короткую и ровную cтруйную дугу". Она возникала при более низком напряжении и поэтому уже не совсем была лишена коротких замыканий. Однако уровень и продолжительность коротких замыканий были настолько незначительны, что, хотя и можно было зафиксировать провалы напряжения, возрастание тока было очень малым. При этом не было существенного образования брызг, доходило лишь до легкого распыления. При сварке вместо шума слышалось потрескивание. На рис. 2 показана типичная для этого случая зависимость тока и напряжения от времени.
На практике такой вид дуги реализуется очень быстро, так что определение cтруйной дуги в процитированном выше стандарте было изменено: "Переход материала в шов, происходящий мельчайшими каплями и практически без короткого замыкания" Дальнейшее укорачивание дуги, т.e. снижение напряжения дуги, что во многих случаях по техническим причинам было бы желательно, в те времена было невозможным, поскольку при этом возникали длительные фазы короткого замыкания и усиленно образовывались брызги. Лишь благодаря появлению инверторной техники и современных цифровых систем управления стало возможно при очень короткой дуге с длинными фазами короткого замыкания быстро вмешиваться в процесс регулирования. Ток при зажигании дуги очень быстро снижают до достижения запрограммированного значения напряжения дуги. В результате заметно сокращаются площади участков короткого замыкания кривой "энергия - время", а образование брызг ограничивается приемлемым минимумом. Ниже более подробно описана электрическая дуга нового типа, полученная в результате кропотливых исследований и называемая далее EWM-forceArc.
Усовершенствованная электрическая дуга
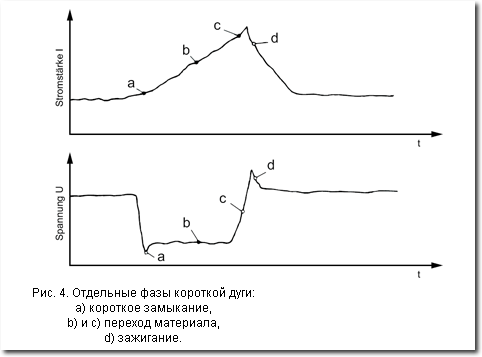
При дальнейшем снижении напряжения дуги по отношению к короткой cтруйной дуге электрическая дуга и дальше будет сокращаться. Как видно из рис. 3, представляющем кадр из пленки, снятой на высокой скорости, электрическая дуга горит в мульде расплавленного металла, возникающей под действием давления плазмы. При этом происходит переход металла в шов от мелкокапельного до среднекапельного, и капли очень плотно следуют друг за другом. Конечно, при таком переходе нельзя избежать того, что капли время от времени будут капать друг за другом, и "цепочка капель" образует кратковременный контакт с расплавом, что приведет к состоянию короткого замыкания, который, в свою очередь, без регулирующего вмешательства в процесс зажигания может привести к усиленному брызгообразованию. Как изменяется сила тока и напряжение при длительном коротком замыкании, лучше всего можно понять на примере цикла короткого замыкания при сварке короткой дугой, поскольку этот пример является очень наглядным. При прикосновении капли к расплаву сначала падает напряжение (рис. 4), поскольку сопротивление материала меньше, чем сопротивление дуги. Лишь после этого ток начинает расти и достигает значения тока короткого замыкания. При усовершенствованной cтруйной дуге будет снижаться нежелательное возрастание энергии (ток х напряжение х время), которое в этом диапазоне мощности при зажигании дуги может привести к усиленному брызгообразованию.
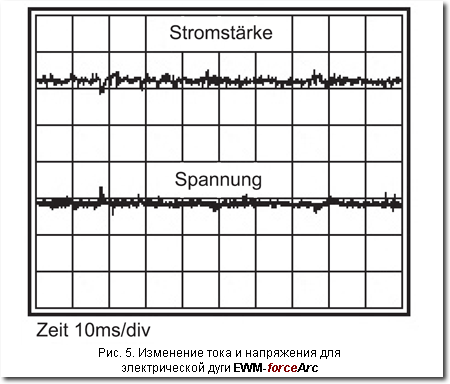
При использовании традиционных источников тока невозможно снизить ток в требуемое короткое время, так как индуктивность таких источников тока не позволяет быстро регулировать ток вследствие большой массы трансформатора и последующего дросселя. Совсем иначе обстоит дело при использовании инверторных источников тока, поскольку в этом случае индуктивность настраивается с помощью электронной системы, а при коротком замыкании ее можно полностью отключать, так что учитывать нужно только индуктивность сварочных проводов. Поэтому рост и падение тока в процессе фазы короткого замыкания и при зажигании дуги можно очень быстро регулировать. При этом образование брызг очень незначительное. В качестве задающих параметров для процесса регулировки используются провал и рост напряжения. Однако для этого необходимо непрерывно измерять напряжение и соответствующим образом реагировать на каждое его изменение (высокодинамичная регулировка мгновенных значений). На рис. 5 на примере электрической дуги EWM-forceArc показано, как при переходе материала с короткими замыканиями можно получить изменение тока и напряжения без вредного брызгообразования. Быстрая регулировка процесса позволяет вести сварку с длинным свободным концом проволоки, что положительно влияет на шов при ограниченной доступности горелки. Правда, при этом необходимо обеспечить достаточное поступление защитного газа.
Что может очень короткая cтруйная дуга
Электрическая дуга нового типа используется в верхнем диапазоне мощности, который до этого времени использовался при cтруйной или длинной дугe. По сравнению с обычной cтруйной дугой эта дуга имеет следующие преимущества:
хорошие характеристики проплавления за счет высокого давления плазмы в дуге,
простота обращения при ручной сварке благодаря стабильной по направленности дуге,
отсутствие подрезов благодаря очень короткой дуге,
высокая экономичность благодаря высокой скорости сварки,
лучшее качество шва в отношении зоны нагрева и коробления благодаря незначительному нагреву.
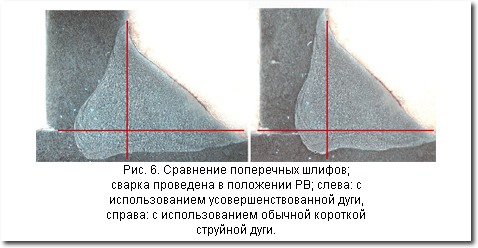
Лучшие характеристики проплавления рассматриваются как преимущество при охвате корня шва, прежде всего, в узких и тонких швах. На рис. 6 в сравнении показаны шлифы угловых швов, полученных с использованием обычной короткой cтруйной дуги (справа) и усовершенствованной дуги (слева) в положении РВ, из чего явно видны упомянутые преимущества, связанные с характеристиками проплавления. При использовании дуги forceArc проплавление в области корня уже, но гораздо глубже, чем при использовании обычной cтруйной дуги.
Оборудование
Для реализации электрической дуги нового типа используется, естественно, и современное сварочное оборудование. Регулировка мгновенных значений возможна только при использовании инверторных источников тока и цифровых систем регистрации результатов измерений. На рис. 7 показана сварочная установка, которая была разработана для сварки EWM-forceArc. Конечно, с использованием этой установки можно проводить как обычную MIG/MAG сварку, так и импульсную MIG/MAG сварку, а также ручную дуговую сварку и сварку неплавящимся вольфрамовым электродом в инертном газе, так как эта установка является универсальной.
Рис. 7. Сварочная установка PHOENIX 500 EXPERT PULS forceArc®
Области применения
Области применения новой электрической дуги - это, прежде всего, машиностроение и производство комплексного промышленного оборудования, автомобиле- и судостроение, изготовление металлоконструкций, контейнеро- и приборостроение, сооружение резервуаров и возведение прибрежных сооружений. На настоящее время опыты проводились с углеродистой, легированной и высоколегированной сталью, а также с алюминием и сплавами на его основе при толщине стенки от 5 мм. Наиболее часто используются проволочные электроды диаметром 1,0 и 1,2 мм для обычной и хромоникелевой стали, 1,2 и 1,6 мм для алюминия. В зависимости от основного материала в качестве защитного газа используется инертный газ или газовая смесь с высоким содержанием аргона.
Интраст: Адрес
ООО "Интраст"
Россия,
614036,
г. Пермь,
ул. Мира, 55.
Тел./факс:
(342) 220-08-03,
226-97-61,
226-97-40