| |
Метод контактной сварки, изобретенный более 150 лет назад, до сих остаётся одним из самых востребованных методов соединения металлов. Контактная сварка - это сложный технологический процесс образования прочного соединения вследствие нагрева металла проходящим через него электрическим током и последующей деформации зоны соединения.
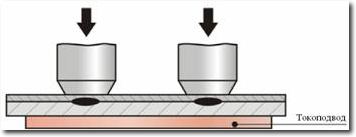
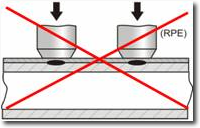
К основным видам контактной сварки относятся точечная (электроды сменные, изнашиваются быстро), шовная (контактную сварку осуществляют при помощи роликовых электродов, которые перемещают и удерживают свариваемые детали во время нагрева и последующей осадки) и стыковая сварка. Аппарат контактной сварки - это востребованный сварочный аппарат. Основными преимуществами контактной сварки являются высокая производительность, малый расход дополнительных материалов (флюс, присадка, газ, вода), экологичность и высокое качество сварных соединений при относительно невысоких требованиях к квалификации сварщика. Однако есть один существенный недостаток - невозможно сваривать закрытые профили из-за особенностей подвода электрического тока: при односторонней контактной точечной сварке необходима токоподводящая медная пластина, как показано на рисунке 1, однако это невозможно при сварке закрытых профилей. По той же причине невозможно реализовать схему двусторонней контактной точечной сварки (см. рисунок 2а).
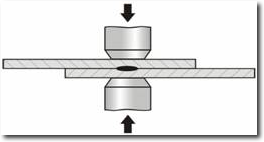
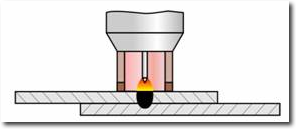
Лучшим решением для точечной сварки профилей любой сложности из низко- и высоколегированных стальных листов толщиной до 2,5 мм. является сварка EWM - spot Arc (см. рисунки 2б и 3). Точечная сварка EWM - spot Arc применяется в машиностроении, автомобилестроении, пищевой промышленности и при изготовлении резервуаров. К преимуществам этого способа сварки относится улучшенное формирование поверхности по сравнению с контактной сваркой, отличное качество сварного соединения и минимальные деформации за счет снижения тепловложений и времени сварки (по сравнению с точечной MAG сваркой).
|
|
| |
Компания EWM рекомендует использовать для контактной точечной сварки инверторные источники тока серии Tetrix. Данные аппараты также могут работать в импульсном режиме: в фазе импульса тока происходит глубинный провар, а в фазе основного тока наступает охлаждение, благодаря чему соединение получается прочным и металл не перегревается (минимальные деформации). Благодаря разработкам компании EWM появилась возможность TIG методом решить задачи, ранее невыполнимые аппаратами контактной сварки. |
|